Зачистка сварных соединений
Для проведения ультразвукового контроля сварного соединения необходимо зачистить поверхность металла с двух сторон от шва от краски, ржавчины, крупных неровностей, отслаивающейся окалины, грязи и брызг металла по всему периметру шва. Шероховатость поверхности должна быть не хуже Rz40 (cогласно ГОСТ Р 55724-2013, пункт 8.2).
Для зачистки рекомендуем использовать угловую шлифовальную машину (болгарку) с шлифовальным, затем лепестковым кругом.
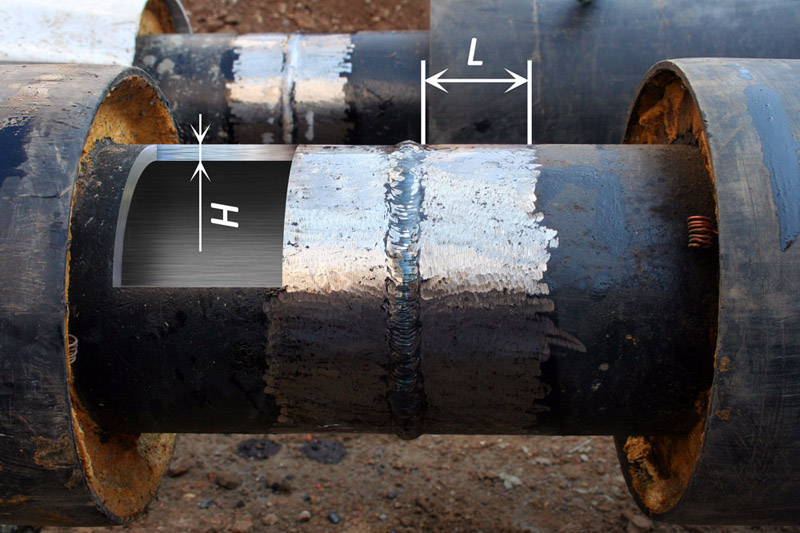
Ширина зоны зачистки с каждой стороны от валика сварного соединения стыковых швов зависит от толщины стенки трубы и не зависит от диаметра трубы. Валик сварного шва не зачищается.
В таблице приведена зависимость ширины зоны зачистки (L) от толщины стенки (H) свариваемого металла:
| Толщина стенки металла (H), мм | Ширина зоны зачистки (L), мм |
|---|---|
| 4 | 75 |
| 5 | 80 |
| 6 | 85 |
| 7 | 90 |
| 8 | 95 |
| 9 | 100 |
| 10 | 105 |
| 11 | 110 |
| 12 | 115 |
| 13 | 120 |
| 14 | 125 |
| 15 | 130 |
| 16 | 135 |
| 17 | 140 |